с 9:00 до 19:00
пн-пт
Санкт-Петербург
Москва
Екатеринбург
Нижний Новгород
Краснодар
Ростов-на-Дону
Выберите город:
Санкт-Петербург
Москва
Екатеринбург
Нижний Новгород
Краснодар
Ростов-на-Дону
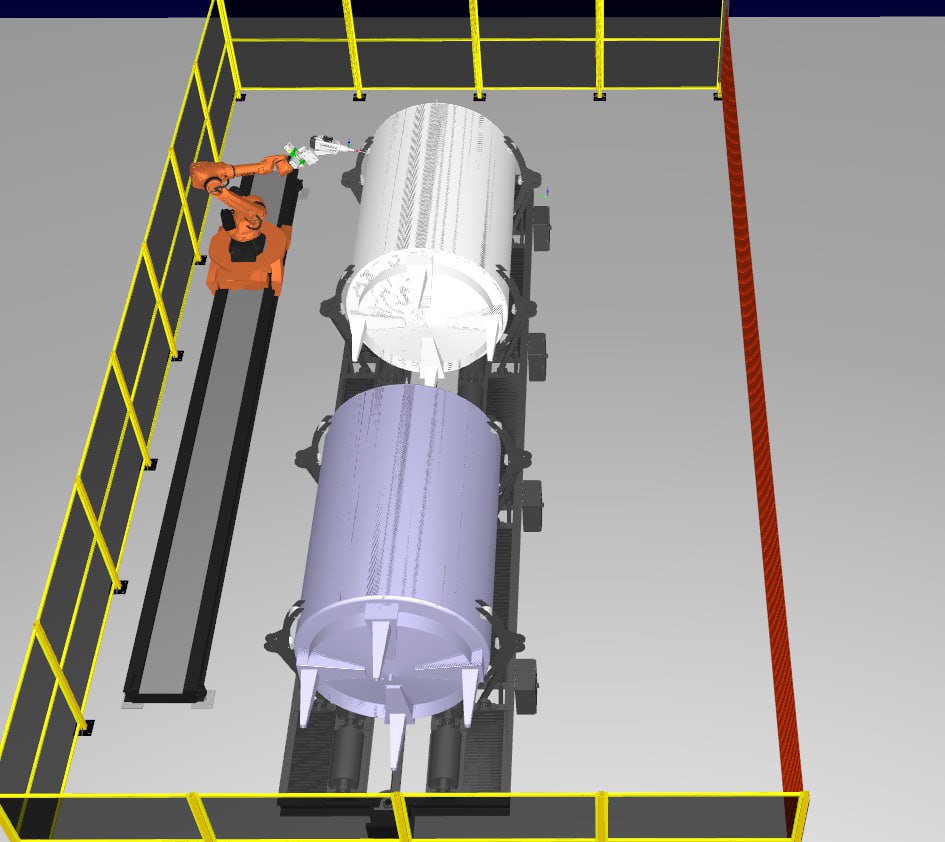
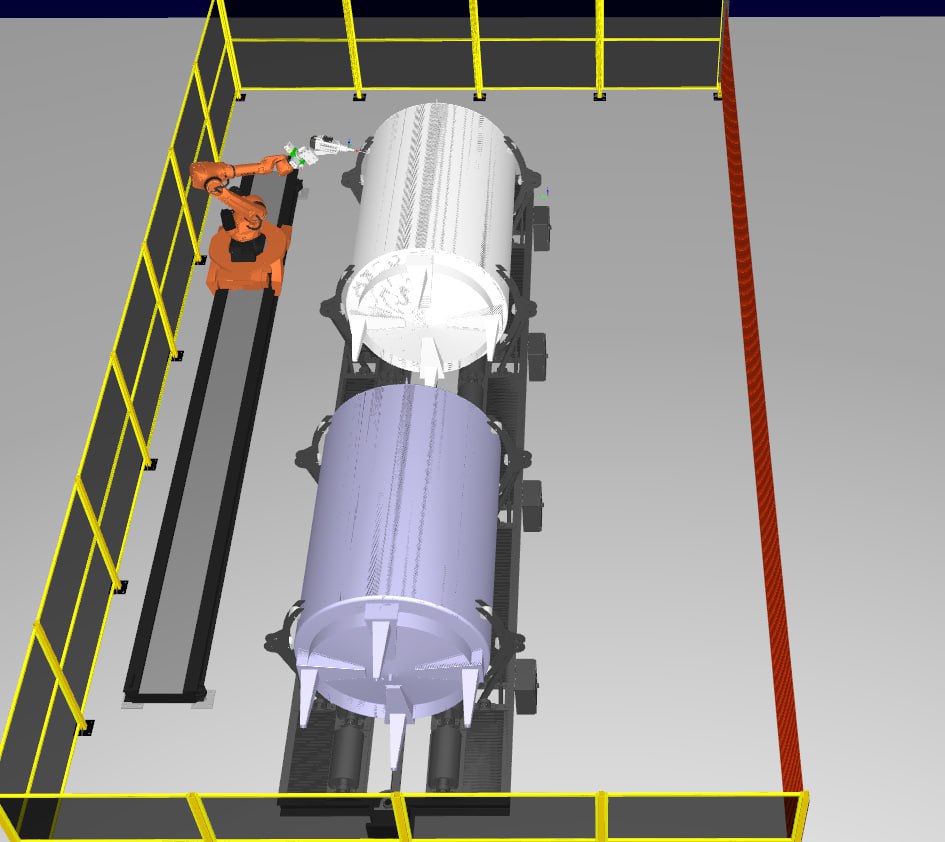
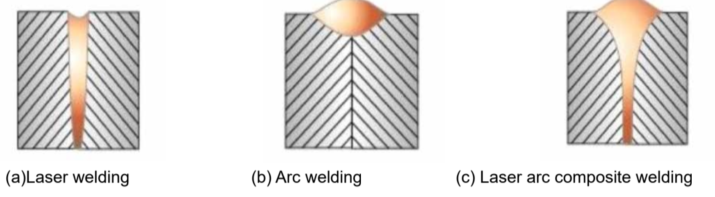
Интеллектуальный РТК по сварке цистерн. Гибридная лазерно-дуговая сварка
Отрасль:
Пищевая промышленность
Выполненная услуга:
Интеграция роботизированных сварочных комплексов
Этапы реализации проекта
Задача
Исходные данные: материал – нержавеющая сталь с толщинами от 1.5 до 5 мм, длина цистерн до 9 п.м. Строгий допуск на овальность – менее 1 мм.
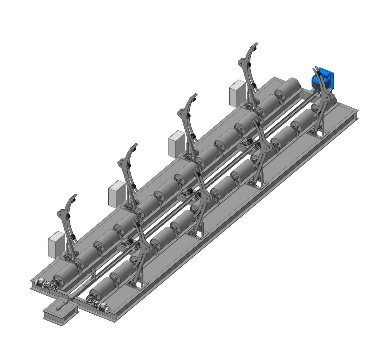
В проекте предусмотрена оснастка – позиционер с роликовыми вращателями (два опорных ролика и четыре упора с шестью прижимными роликами).
Решение
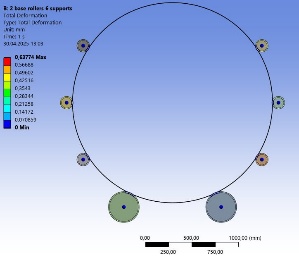
Для обеспечения точной геометрии обечаек наши инженеры выполнили прочностные расчеты в ANSYS, определив оптимальные усилия прижима роликов, которые исключают деформации обечаек как от провисания под собственным весом, так и от термических нагрузок при сварке.
Для сварки предложена гибридная лазерно-дуговая технология с универсальной горелкой, способной работать в режимах ГЛДС, чисто лазерной и чисто дуговой сварки. Выбор технологии обусловлен сочетанием преимуществ обоих методов: лазерная сварка (до 12 кВт) обеспечивает узкую зону термического воздействия, высокую скорость, глубокое проплавление и минимальное тепловложение. Дуговая сварка компенсирует зазоры до 1 мм, обеспечивает равномерное заполнение шва. Гибридный метод берет преимущества от обоих методов.
Итог
Наш инженерный центр провел также тепловые расчеты в ANSYS, включая анализ температурного поля и подбор параметров сварки (регулировка мощности лазера в зависимости от толщины обечайки, скорости сварки, использование гелия/других газов для охлаждения и т.д.).
Учитывая требования по высоте РТК (не выше 4 метров из-за ограничения высоты цеха), сварка швов производится «в горизонте» (АСУ ТП РТК отводит упоры от обечайки при приближении робота с горелкой для проварки швов под зажатыми упорами).
В РТК встроенная библиотека сварочных программ, выбор которых производит АСУ ТП на основе данных с машинного зрения.
Галерея проекта


Или свяжитесь с нами напрямую:



